
水處理公司")
MBR一體化污水處理設備的技術優勢和應用價值分析
時間:2024-05-18
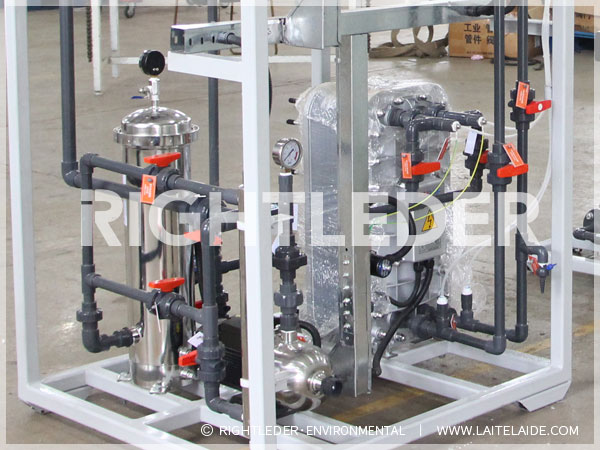
MBR一體化污水處理設備是一種結合了生物處理技術與膜分離技術的新型技術產品,可用于解決城鄉生活污水和工業園區污水處理問題。它取代了傳統生化處理方式中的二沉池工藝,體積小、節約用地空間,出水水質也大幅提高。該設備在水資源保護和節約中有重要的應用價值,能有效解決污水中含有的有機物、重金屬、細菌等成分給自然生態帶來的困擾。
MBR一體化污水處理設備中應用的MBR膜分離技術具有過濾精度高、抗污染能力強、化學性質穩定的優勢。MBR膜的進水布水系統、出水系統、曝氣系統、膜組件的結構形式設計優良,無須化學反應,可以有效分離去除污水中的氨氮、COD等污染物質,對污水的濁度進行處理,提高設備的出水水質。

從整體分析,MBR一體化污水處理設備的技術優點主要分為六個方面:
1.對有機物的脫除作用強,對個體小、生長緩慢的硝化菌能進行有效截留,對氨氮和磷的脫除率較高;
2.具有較長的排泥周期和較低的污泥產量,降低了污泥的處理成本;
3.省去了二沉池,與常規工藝相比,節約用地空間;
4.耐化學性能好、使用壽命長、通量大、能夠有效地攔截微生物及各類病原體;
5.采用了一體化設計,現場施工負擔小、施工周期短,集成化程度高,便于運輸,搭載了科學智能控制系統,設備自動運行,不需要專人看守,出水質量可以在線監測;
6.采用在線消毒方式,有效減少對環境的污染。
MBR一體化污水處理設備在運行中的噪音很小,基本不會影響到人們的正常生產生活活動。它應用了節流布水器,不易短流,性能安全穩定,故障率低,投資性價比高。
轉載時請注明文章來源“萊特萊德”,否則視為侵權,感謝配合。
編輯:新奇 技術:木子



公司新聞new
- 探究膜分離工藝在中藥口服液生產中的卓越貢獻
- 廢水零排放系統為化工行業發展注入新的動力
- 植物提取設備成為高效提取茶多酚的創新之路
- 超純水技術創新 助力汽車芯片產業未來發展
- 鋰電池生產與超純水之間密不可分的關聯
- 海水淡化設備為海上長期作業人員提供的“生命源泉”
- 超純水設備為光伏電池的高品質生產保駕護航
- 中水回用設備驅動印染行業水資源高效利用的新引擎
- 膜分離技術革新傳統工藝 乳制品加工邁向高品質發展
- 探索零排放設備如何助力化工企業實現高效環保的生產模式變革
工程業績new
- 山東某精細化工廠高濃度有機廢水處理項目
- 高效除鐵錳過濾系統在海水淡化項目中的應用
- Aproclean系列智能高效過濾系統優勢介紹
- 某海島集裝箱海水淡化設備項目
- 內蒙古某火力電廠廢水近零排放項目
- 大連某印染公司中水回用項目
- 500m3/h中水回用及部分零排放系統
- 山西某燃煤電廠中水回用項目
- 青島某電廠安裝集裝箱海水淡化系統現場
- 河南某化纖廠中水回用采購項目
 關于我們
關于我們 工程業績
工程業績 獲取方案
獲取方案 電話咨詢
電話咨詢 